
- Order will be shipped out from Chinese warehouse in 1-3 business days once being processed.
- Free shipping on orders over $49 (standard and economy shipping )
- Free shipping on orders over $150 (expedited shipping)
Bambu PA6-GF - Glass Fiber Reinforced Nylon
Bambu PA6-GF, also known as Nylon 6 with Glass Fiber, stands at the forefront of high-performance engineering plastics. Engineered to deliver exceptional strength, durability, dimensional stability. The PA6-GF is also more cost effective when compared to other top tier engineering filaments.


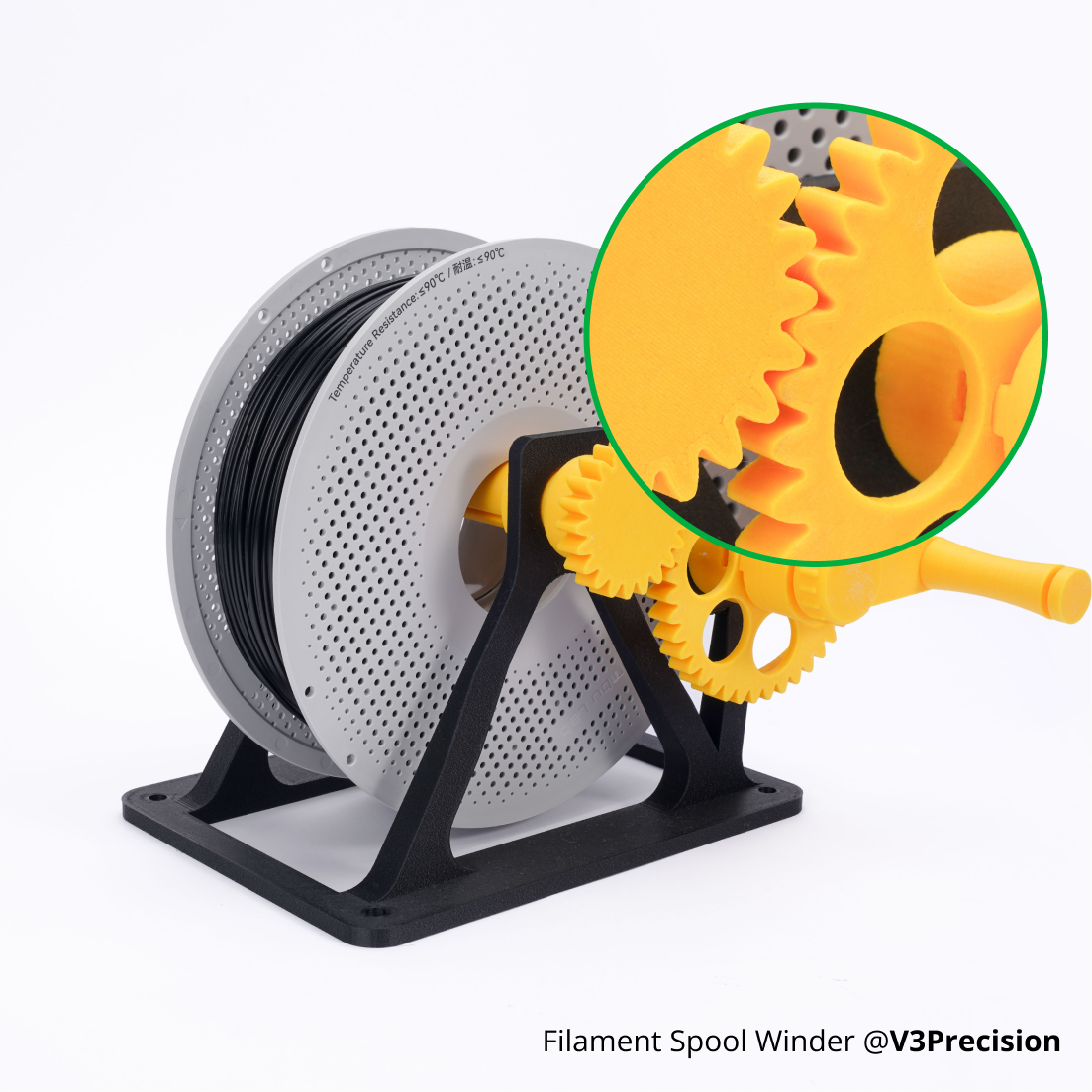
Built to Last
Bambu PA6-GF is exceptionally strong and durable due to reinforced glass fibers, making it the perfect choice for prints that need to withstand heavy use and resist bending or breaking.
* Note: The printed part achieves better toughness after exposure to moisture.


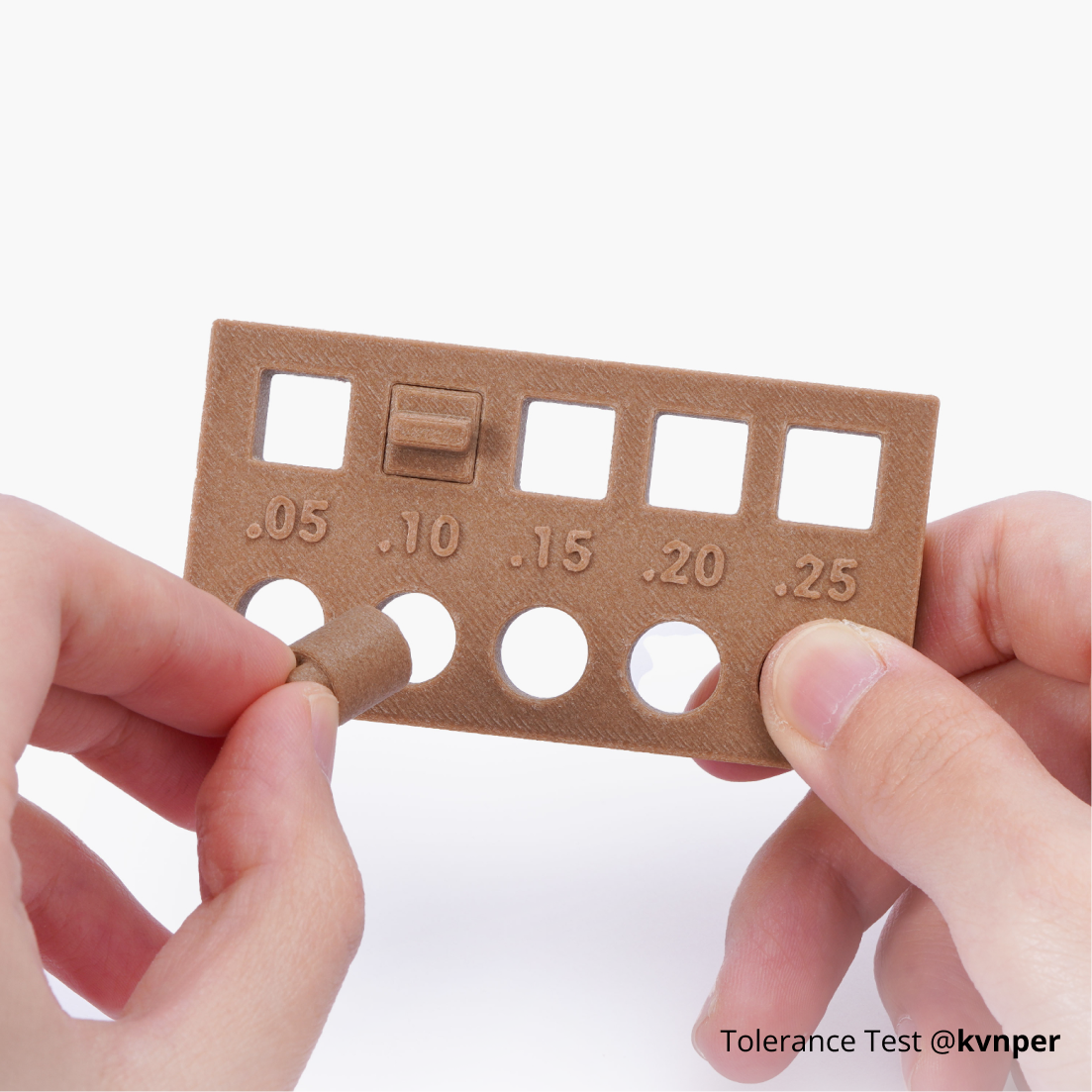
Dimensional Stability
PA6-GF boasts unparalleled dimensional stability thanks to its glass fiber reinforcement, minimizing warping in comparison to standard PA filaments. Print with precise dimensions, even in the most intricate geometries.
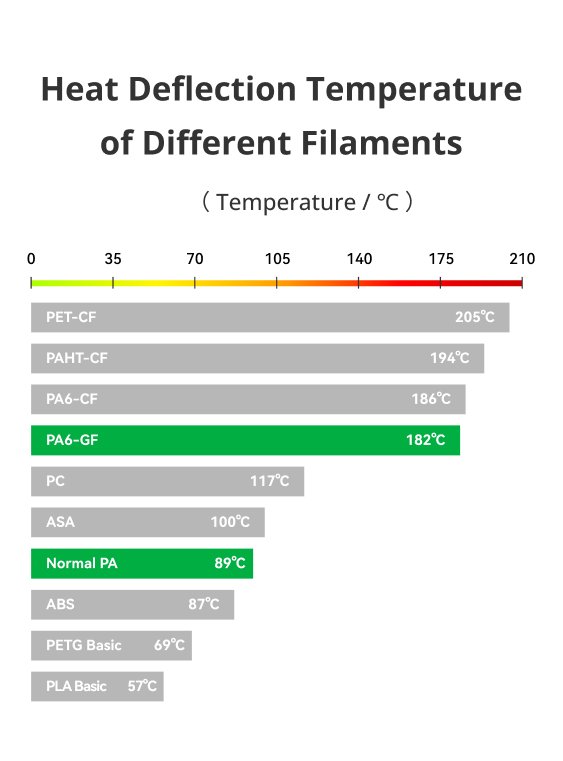
Exceptional Thermal Properties
PA6-GF boasts a high heat deflection temperature and superior dimensional stability, enabling it to retain its mechanical properties even under elevated temperatures. This makes it ideal for demanding industrial and automotive applications.


| Filament Type | PLA Basic | ABS | Normal PA | PC | PA6-GF | PA6-CF | PAHT-CF | PET-CF |
| Heat Deflection Temperature / ℃ (0.45 MPa) | 57 ℃ | 87 ℃ | 89 ℃ | 117 ℃ | 182 ℃ | 186 ℃ | 194 ℃ | 205 ℃ |

Chemical Resistance
PA6-GF offers excellent resistance to chemicals, oils, and many kinds of solvents, ensuring long-term performance in challenging environments.


Smooth Surface and More Colors
Bambu PA6-GF filaments are compatible with the Bambu AMS system, ready to print in multi-color. The special surface texture also blurs the layer lines, providing a smooth surface quality.


PA6-GF Hex Code Table
| Color | Hex Code | Display |
| White | #EAEAE4 | |
| Yellow | #FFCE00 | |
| Lime | #C5ED48 | |
| Blue | #75AED8 | |
| Orange | #FF4800 | |
| Brown | #5B492F | |
| Gray | #353533 | |
| Black | #000000 |
RFID for Intelligent Printing
All printing parameters are embedded in RFID, which can be read through our AMS (Automatic Material System).
Load and print! No more tedious setting steps.

Parameters Comparison
Learn more different filaments comparison on Bambu Filament Guide >>
| PA6-GF | PA6-CF | PAHT-CF | |
| Composition | PA6, glass fiber | PA6, carbon fiber | PA12 and other long-chain PA, carbon fiber |
| AMS Compatibility | YES | NO | YES |
| Dry Out Before Use | Required | Required | Required |
| Printing Speed | < 130 mm/s | < 100 mm/s | < 100 mm/s |
| Printer Type | Enclosure | Enclosure | Enclosure |
| Toughness (Impact Strength - XY, dry state) | 27.2 kJ/m² | 40.3 kJ/m² | 57.5 kJ/m² |
| Toughness (Impact Strength - XY, wet state) | 55.8 kJ/m² | 57.2 kJ/m² | 62.3 kJ/m² |
| Strength (Bending Strength - XY, dry state) | 120 MPa | 151 MPa | 125 MPa |
| Strength (Bending Strength - XY, wet state) | 71 MPa | 95 MPa | 115 MPa |
| Layer Strength (Bending Strength - Z, dry state) | 51 MPa | 80 MPa | 61 MPa |
| Layer Strength (Bending Strength - Z, wet state) | 33 MPa | 45 MPa | 49 MPa |
| Stiffness (Bending Modulus - XY, dry state) | 3670 MPa | 5460 MPa | 4230 MPa |
| Stiffness (Bending Modulus - XY, wet state) | 2120 MPa | 3560 MPa | 3640 MPa |
| Layer Adhesion (Impact Strength - Z, dry state) | 4.1 kJ/m² | 15.5 kJ/m² | 13.3 kJ/m² |
| Heat Resistance(HDT, 0.45 MPa, Dry State) | 182 ℃ | 186 ℃ | 194 ℃ |
| Saturated Water Absorption Rate/%(25 °C, 55% RH) | 2.56 | 2.35 | 0.88 |
Accessory Compatibility
| Recommended | Not Recommended | |
| Build Plate | Engineering Plate, High Temperature Plate or Textured PEI Plate | Cool Plate |
| Hotend | Hardened Steel 0.4mm / 0.6mm (recommended) / 0.8 mm | Hotend with Stainless Steel Nozzle (all size) Hotend with Hardened Steel Nozzle (0.2 mm) |
| Glue | Bambu Glue Stick | Bambu Liquid Glue |
| AMS & AMS lite | AMS & AMS lite | / |
| Recommended Printing Settings | |
| Drying Settings before Printing | 80 °C, 8 - 12 h |
| Printing and Keeping Container's Humidity | < 20% RH (Sealed, with Desiccant) |
| Nozzle Temperature | 260 - 290 °C |
| Bed Temperature (with Glue) | 80 - 100 °C |
| Printing Speed | < 130 mm/s |
| Physical Properties | |
| Density | 1.14 g/cm³ |
| Vicat Softening Temperature | 210 °C |
| Heat Deflection Temperature | 182 °C |
| Melting Temperature | 219 °C |
| Melt Index | 9.0 ± 0.8 g/10 min |
| Mechanical Properties | |
| Tensile Strength | 75 ± 6 MPa |
| Breaking Elongation Rate | 3.9 ± 0.8 % |
| Bending Modulus | 3670 ± 140 MPa |
| Bending Strength | 120 ± 6 MPa |
| Impact Strength | 27.2 ± 2.2 kJ/m² |

Printing Tips
• Bambu PA6-GF needs proper drying before printing: recommended drying temperature is 80 ℃ for 8 to 12 hours in a blast drying oven, or 90 to 100 ℃ for 10 to 12 hours on heat bed. (Do not exceed 100 ℃ because the spool may deform or even melt). For more details, please refer to: Printing tips for Engineering materials on WIKI.
• To prevent the filament from absorbing moisture, it is recommended to use an airtight storage container with desiccant during printing. For more details, please refer to: Printing tips for Engineering materials on WIKI.
• To minimize warping, avoid printing large-sized high infill density models. Use enclosed printers and ensure the build plate is properly applied with glue for better print adhesion before printing.
• For better print results and more details, please refer to: Printing tips for Engineering materials on WIKI.
Post-processing Tips
• We recommend removing the support structures within 2 hours after printing to prevent them from sticking after absorbing moisture. If sticking occurs, dry the model to ease the removal.
• Placing the printed part in a convection oven set between 80 to 130 degrees Celsius for 5 to 12 hours can further enhance the strength and rigidity of the print. Note: The effectiveness of this process depends on the structure, size, and conditions of the printed model. Some models may warp or deform after annealing. For more details, please refer to: Work after Printing Finished on WIKI.
What's in the Box

Filament with Spool*1 & Desiccant*1

Package*1